Después de la charla temática acerca del mundo de la cerveza a cargo de Iván Hermosilla el pasado sábado 10 de mayo en nuestras instalaciones de Vilafranca del Penedés y dada la demanda de información recibida acerca de la maquinaria que se utiliza para la elaboración, os dejamos este post dirigido tanto a elaboradores avanzados como a los que se inician. Comenzamos con una breve introducción a la elaboración y a las máquinas y elementos que es aconsejable utilizar en las diferentes fases. La maquinaria presentada en este post es fabricada (microcervecerías) y comercializada por InVIA.
Existe mucha info en internet y en publicaciones especializadas, ésta es nuestra modesta aportación.
Ingredientes de la cerveza.

Los ingredientes básicos que, por regla general, intervienen en la elaboración de la cerveza son:
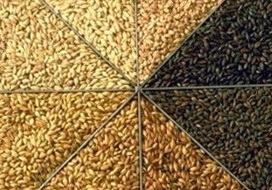
- Malta: constituye uno de los elementos iniciales de la elaboración de la cerveza, constituida por semillas de cebada que se hacen germinar durante un período determinado hasta que los brotes alcanzan entre uno y tres centímetros, en este punto se retiran y se procede a su desecación. El objetivo de este proceso es la producción de amilasa, enzima que la cebada en su forma natural no posee. La amilasa degrada el almidón para formar azúcares simples como la glucosa. La elaboración de la cerveza se puede hacer con cualquier cereal «malteable», es decir, cualquier semilla que posea almidón. La cebada contiene entre un 60% – 65% de este polisacárido.
- Agua: otro elemento principal, interviene no sólo en los momentos iniciales de mezclado con la malta, sino que en algunos de los filtrados posteriores, introduce un sabor característico. Entre el 85 y 92% de la cerveza es agua.
- Lúpulo: El Humulus lupulus es un ingrediente relativamente moderno en la cerveza, se trata de una planta trepadora de la familia del cannabis que, además de proporcionar un sabor amargo característico, es la encargada de estabilizar la espuma. Los lúpulos son responsables de los aromas y los sabores florales de algunos tipos de cerveza especialmente las de los EEUU e Inglaterra. La parte de la planta que se utiliza es la flor hembra sin fecundar. Este ingrediente posee efectos tranquilizantes entre otras propiedades medicinales. Otro de los efectos de la adición del lúpulo a la malta es el frenado de los procesos enzimáticos tras el primer filtrado.
- Levadura: se denomina así a los microorganismos unicelulares (de tamaño 5 a 10 micras que transforman mediante fermentación los glúcidos y los aminoácidos de los cereales en alcohol etílico y dióxido de carbono (CO2).
- Grits: son añadidos (generalmente otro tipo de cereales tales como trigo, avena, maíz e incluso centeno) que hacen más estable la elaboración. Además de la estabilización de la espuma, estos cereales añaden distintos sabores a la cerveza y aumentan la ‘densidad’ percibida.
- Azúcar: A veces, el azúcar se añade durante la fase de ebullición para aumentar la cantidad de alcohol en el producto final o incluso para diluirlo.
La elaboración de cerveza

La elaboración de cerveza se divide a grandes rasgos en dos procesos principales: la conversión del almidón contenido en el cereal en azúcares fermentables por acción de las enzimas que se encuentran en la malta, y la posterior fermentación alcohólica de los mismos por la acción de la levadura.
Fases del proceso cervecero
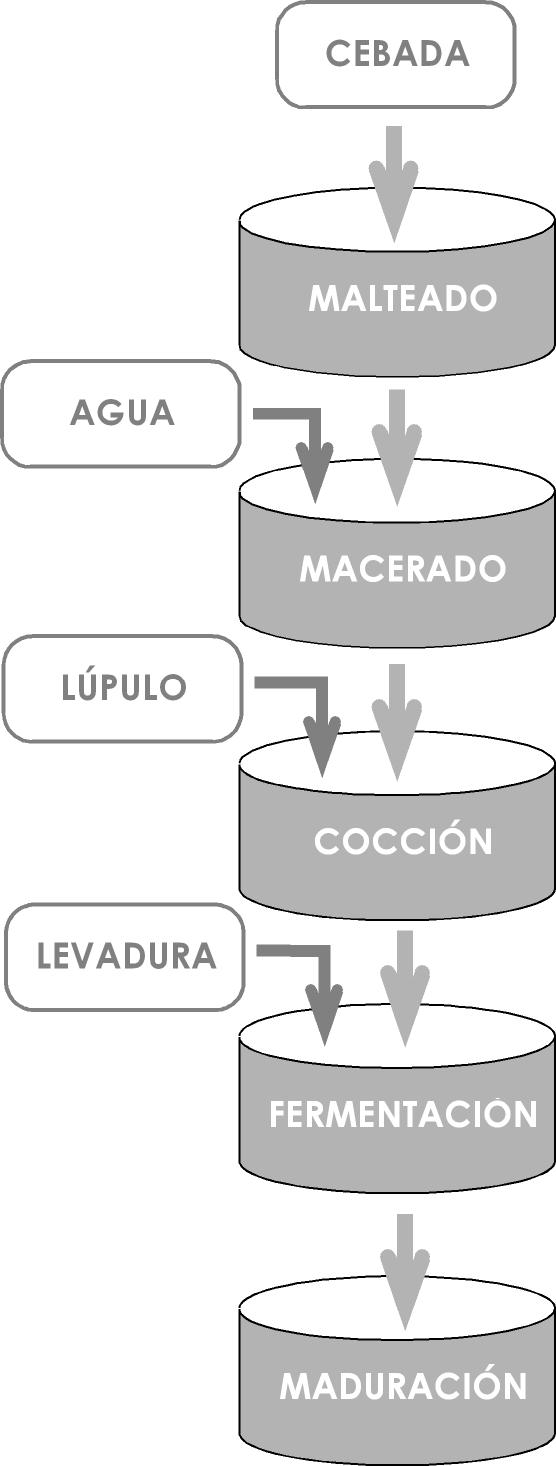
1. Malteado
2. Macerado
3. Filtración previa
4. Esparging
5. Ebullición/lopulización
6. Clarificación
7. Fermentación
8. Maduración
9. Filtración-embotellado
Para no dilatar demasiado, exponemos en este primer post las dos primeras fases del proceso de elaboración: el malteado y la maceración. Continuaremos posteando en los próximos días hasta completar las fases restantes
1. Malteado
Como hemos comentado al principio, el malteado se realiza para poder extraer de la cebada los azúcares que luego se transformarán en alcohol. La cebada se deja en cubas con una humedad relativa que ronda el 45%. Este proceso dura unas 55 horas en agua a una temperatura de entre 13 y 15°C. En este momento el grano empieza a germinar, se mantienen constantes los niveles de humedad y temperatura hasta conseguir que del grano broten tallos y éstos alcancen aproximadamente la misma longitud que el grano. Este proceso dura entre 4 y 6 días.

Para interrumpir la germinación se lleva la malta verde a unos tostaderos en los que se hará pasar aire seco y caliente de forma que el contenido en humedad pasa del 45% a sólo un 3 – 5% y obtener así la malta que será de un tipo u otro dependiendo de la temperatura de secado. Si se seca a baja temperatura, se obtiene una malta que se utiliza en la elaboración de cervezas más pálidas y doradas. Cuanto mayor sea la temperatura, más oscura será la malta obtenida y por tanto la cerveza que se haga a partir de ella. El carácter de la malta obtenida no sólo influirá en el color de la cerveza, sino también en el sabor y aroma.

El malteado es un proceso que hoy en día se realiza en industrias externas a las de la elaboración. La malta llega a las instalaciones de cerveza en sacos o a granel lista para ser utilizada. Existen algunos productores que todavía tienen sus propias malterías aunque son la excepción ya que aunque se necesite un tipo especial de malta las malterías se encargan de producirla según las especificaciones propias de cada elaborador.
2. Macerado
Una vez obtenida la malta, y ya en las instalaciones cerveceras, ésta se moltura en el Molino


El molturado se coloca en hervidores, bien sean sencillos o modificados con elementos que faciliten el control y medición de la temperatura: termostato, termómetro, resistencias… o elementos que aportan un valor añadido: rejillas, válvulas, grifos, filtros…

Otra solución de maquinaria para los que se inician o los que ya se han iniciado y quieren implementar a mayor y más controlada producción es una microcervecería InVIA (equipo compacto preparado para realizar las operaciones de macerado, filtración previa, espargin, ebullición, bombeo…)

Ahora mezclamos la malta triturada con agua caliente procedente de otro hervidor para extraer sus azúcares naturales mediante procesos enzimáticos bioquímicos. Según la cantidad de malta empleada se generan más o menos azúcares que se transforman en alcohol durante la fermentación. La cantidad de alcohol es uno de los factores que definen el cuerpo de la cerveza.
La temperatura será de 30 – 40º C a partir de 45-50º C se forman los componentes aromáticos. Cuando la temperatura alcanza 60 a 75º C se va transformando la fécula en maltosa y dextrinas (azúcares). Durante todo este proceso se remueve la mezcla, si es necesario se usarán medios mecánicos para dicha operación de agitación y mezcla. En cualquier caso, el resultado es una especie de agua azucarada llamada mosto que hemos de filtrar para extraer los restos del grano (cascarillas) que no se disolvieron en el agua.
Esta fase de la producción es determinante para el resultado final, ya que el aumento gradual de temperatura y el tiempo que la mezcla permanece en las diferentes temperaturas empleadas durante el proceso definen el aroma y el sabor. La maceración contribuye en buena medida a conferir la fuerza y personalidad de la futura cerveza. Aquí se esconde uno de los secretos mejor guardados de cada cervecero.
La duración y la temperatura de este proceso depende de cada productor y del estilo de cerveza que se quiera hacer. Puede ser una simple infusión (como hacer té) a temperatura constante o una decocción, en la que se transfiere la mezcla de un tanque a otro a diferentes temperaturas. La infusión suele durar una o dos horas y es el método usado tradicionalmente en la elaboración de las cervezas tipo ale. La decocción es un proceso más lento, puede durar hasta seis horas y se utiliza en la elaboración de las cervezas tipo lager.

Para las transferencias del macerado es necesario utilizar bombas así como mangueras alimentarias con certificados de calidad alimentaria, a veces no se presta atención a este elemento olvidando que una manguera no alimentaria puede desprender partículas tóxicas que se incorporan permanentemente en la cerveza. Las mangueras alimentarias son comercializadas por empresas registradas, controladas por medio del procedimiento de trazabilidad. Para unir las mangueras alimentarias controlar los flujos y enlazar los depósitos se usan válvulas y racordería todo ello fabricado en acero inoxidable que es el material óptimo para entrar en contacto con productos de alimentación, mantener buenas condiciones higiénicas y facilitar la limpieza una vez terminados los procesos.






 La cerveza procedente de los tanques de fermentación es enfriada hasta los 0ºC y enviada mediante bombas a depósitos en los que reposará entre 2 y 6 semanas dependiendo del grado de
La cerveza procedente de los tanques de fermentación es enfriada hasta los 0ºC y enviada mediante bombas a depósitos en los que reposará entre 2 y 6 semanas dependiendo del grado de


