Conviene recordar que en todos los procesos que realizamos son necesarias intensas acciones de limpieza, esterilización y desinfección (antes y después), de todo lo que está en contacto con la uva, mosto o vino. Esta es la única forma de evitar migraciones, infecciones, contaminaciones, y otras alteraciones no deseables. Para ello se utilizan productos de limpieza orgánicos y químicos, y equipos de limpieza y depósitos de calentamiento de agua.




Una vez hecho este breve inciso acerca de la limpieza e higiene volvemos con la elaboración
Finalizados los procesos anteriores, los vinos se seleccionan por calidades y se decide cuál será su destino: salida inmediata al mercado (Vino Joven) o un mayor o menor proceso de crianza y envejecimiento (Crianza, Reserva, Gran Reserva). En éstos procesos son necesarios equipos de medida y control tales como cuentalitros, termómetros, alarmas de nivel, sulfitometros, manómetros, refractometros… de dosificación: dispensadores de carbónico, manoreductor de gases, venturi, tubo poroso de aireación.. también son de gran ayuda diversos utensilios inox diseñados específicamente para diversas tareas

ESTABILIZACIÓN DE LOS VINOS
La estabilización de los vinos es un proceso importante en cualquier bodega. El objetivo es evitar la presencia de precipitados en las botellas cuando llegan al consumidor. El proceso de estabilización incluye: clarificación, filtración y estabilización tartárica.
Clarificación
Los clarificantes eliminan proteínas y materia en suspensión. La bentonita y la cola de pescado se utilizan normalmente para los vinos blancos. La albúmina y la gelatina (de naturaleza proteínica) son más adecuadas para los vinos tintos.
La forma de aplicación consiste en disolver el clarificante en el vino. En esta operación se utilizan los sistemas de agitación y mezcla para realizar las disoluciones básicas que posteriormente son trasladadas a los depósitos para mezclar con el volumen total del vino dejándolo reposar durante un tiempo con el fin de que la materia clarificante arrastre los sólidos en suspensión y se acumulen en el fondo del depósito. Es aconsejable que las dosis sean mínimas pero suficientes, para cumplir su objetivo sin «desnudar» en exceso al vino.

Filtración
Una vez clarificado el vino, procedemos a su filtración para eliminar los restos que hayan quedado en suspensión. Para ello se utilizan distintos tipos:
La filtración tangencial que se halla en desuso debido a sus inconvenientes y ha sido sustituida por la filtración en línea automatizada, filtros de tierras, modulares o de placas. Prácticamente todos los tipos descritos emplean consumibles de filtración.


FILTRO DE PLACAS

CONSUMIBLES: CARTUCHOS, PLACAS, MODULOS LENTICULARES
Estabilización tartárica
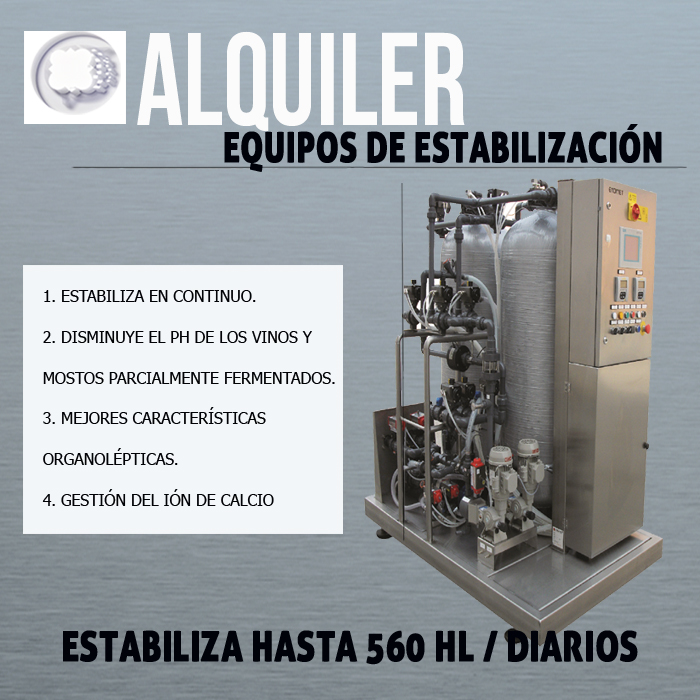
• ESTABILIZACIÓN POR DESIONIZACIÓN
Se trata de realizar una pequeña rectificación del vino para conseguir la estabilidad. El aumento de la acidez en ácidos tartáricos de forma equilibrada provoca una mejora del vino en boca al poner de manifiesto la amplitud ácida natural del vino sin alteraciones. Por otra parte la reducción del Ph mejora la estabilidad microbiológica y el color en los vinos tintos además de eliminar ciertas moléculas responsables de olores no deseados.

• ESTABILIZACIÓN POR FRÍO
Es la eliminación del bitartrato potásico, que se precipita en el fondo del depósito al alcanzar bajas temperaturas cuando el vino está suficientemente limpio.
Para ello, enfriamos el vino mediante equipos de frío, placas, o depósitos isotérmicos cerca de su punto de congelación (que depende de su grado alcohólico). De forma aproximada podemos determinar la temperatura de congelación de un vino calculando la mitad del grado alcohólico menos uno y en negativo. Por ejemplo, un vino de 14 ºC congela a -6 ºC. En ese caso, enfriaríamos el vino hasta -4 ºC o -5 ºC en depósitos isotérmicos, capaces de mantener esa temperatura entre 6 y 7 días. Durante este tiempo se crean núcleos gruesos de cristales de bitartrato, que precipitan al fondo del depósito debido a su peso. La parte líquida, es filtrada para eliminar los microcristales que quedan en suspensión, dicha filtración debe realizarse en frío para evitar que los microcristales se vuelvan a disolver. Se utilizan filtros de membranas (denominados también cartuchos) compuestos de acetato de celulosa o polipropileno. Los dos tipos principales de filtros de membranas son: de profundidad y absolutos. Los de profundidad, normalmente de celulosa, tienen poros de distintos micrajes (tamaño de poro) para que las partículas se vayan reteniendo a lo largo de todo su espesor. Los absolutos retienen todas las partículas en su parte exterior, formada por pliegues para aumentar la superficie filtrante y evitar una colmatación.
Equipos de frío
Es la maquinaria usada para el control del agua a través de intercambiadores (tubulares y de placas), camisas de refrigeración o placas de intercambio. Existe una amplia gama y se usan para enfriar el agua con anticongelante hasta -6º para el control de temperatura indirecta en vinificación o durante el proceso de precipitación tartárica.

click en la imagen
Placas de intercambio acero inoxidable

click en imagen
Depósitos Isotérmicos

Microfiltración
Con el fin de esterilizar el vino antes del embotellado, eliminando levaduras y bacterias que podrían alterarlo a lo largo del tiempo se lleva a cabo la microfiltración, principalmente en los vinos jóvenes dado que los crianzas se estabilizan por sí mismos durante su estancia en barricas y depósitos.
Se realiza mediante filtros de placas, modulares, y membranas o cartuchos. La microfiltración con cartuchos se realiza normalmente en bancadas, para completar el proceso se aplican cartuchos en tres etapas sucesivas con micrajes cada vez menores (en función del tipo de vino). El objetivo es esterilizar el vino antes del embotellado, eliminando levaduras y bacterias que podrían alterarlo a lo largo del tiempo.

FILTRO DE PLACAS
CONSUMIBLES: CARTUCHOS, PLACAS, MODULOS LENTICULARES
Este proceso se realiza en continuo, de modo que el vino pasa directamente del filtro a la botella en circuito cerrado. El sistema debe esterilizado previamente al proceso con agua caliente a 125 ºC durante 20 minutos o con vapor de agua procedentes depósitos de calentamiento de agua o generadores de vapor.
CONTROLES
Para determinar la estabilidad del vino durante todos estos procesos, utilizamos cuatro métodos analíticos:
1.- kalium test rápido análisis para determinar el nivel óptimo de intercambio iónico.
2.- La determinación de la turbidez expresada en NTU (Nephelometric Turbidity Units) consiste en analizar la evolución de la turbidez sometiendo el vino a distintos procesos que permitan averiguar si el vino se enturbiará o no a temperatura ambiente, para ello se calienta a 80º C y se filtra durante 30 min a 0,65 micras para posteriormente mantener a 0º C durante 24 h
3.- índice de colmatación (indica la filtrabilidad de un vino) Con la ayuda del filtro de laboratorio se hacen pasar 400 mililitros de vino a través de una membrana absoluta de 0,65 micras y 25 mm de diámetro a 2 atmósferas de presión, medimos el tiempo en que pasan los primeros 200 mililitros, lo multiplicamos por dos y lo restamos del tiempo total en que pasan los 400 mililitros.
4.- El índice de tres minutos: se mide el volumen de vino que pasa por la membrana en 3 minutos, en las mismas condiciones del índice de colmatación.
Los resultados de estas pruebas nos permiten determinar si un vino es estable y si requiere o no requiere tratamiento de estabilización.

En los vinos jóvenes se procedería al llenado, tapado, etiquetado, y capsulado listo para comercializar y degustar.
Las máquinas que se utilizan para éstos procesos las encontraréis haciendo click en los siguientes enlaces:
Limpieza de las botellas
Llenado
Tapado
Etiquetado
Capsulado