Cada vez más las bodegas consideran de vital importancia el cuidado y el respeto por el producto, para que éste llegue con un valor añadido, y poder situar sus vinos, ante el consumidor como una experiencia limitada y excepcional. Estos vinos se caracterizan por ser vinos auténticos y en su elaboración se respeta todo el proceso natural.
Cuando hablamos de cuidado y respeto por el producto nos referimos a esas varietales recuperadas, de proximidad o bien cortes de calidad superior de las viñas plantadas con más antigüedad, o que por las características del terreno nos dan esa uva especial, que permite a la marca, en estos vinos, darle un sello distintivo diferencial del resto de su catálogo. Hablamos de microvinificación, donde evidentemente el trabajo comienza en el campo y el cuidado de las cepas, donde se suelen emplear métodos ecológicos para su cultivo y donde siempre se seleccionan las mejores uvas. En este tipo de vinos se intenta plasmar el terruño en su máxima expresión, por ello el proceso es lo más natural y manual posible, empleando normalmente equipamientos como barricas de roble, depósitos de acero inoxidable, tinajas… de alta calidad.
Y que durante el proceso de fermentación también pondremos una especial atención. Desde InVIA, siempre hemos estado con nuestros clientes y colaboradores acompañándolo entodos los procesos de cambio y transformación de sus bodegas, en éste tipo de elaboración también hemos puesto nuestro empeño para aportar la máxima información sobre maquinaria y tecnología, adquiriendo la experiencia necesaria para poder asesorarles sobre los mejores productos para ello.
En los procesos de fermentación desde InVIA nos preocupamos de que los depósitos diseñados para ello, sean lo más eficientes posible. Aquí queremos resaltar los depósitos con forma troncocónica.
Las ventajas de estos depósitos que en general, acostumbran a ser de pequeña capacidad por tanto aptos en los procesos de microvinificación, son diversas, facilitan la ruptura del sombrero de pieles que se forma en la vinificación. El sombrero no sube hasta arriba, por lo que el líquido permanece en la parte superior y lo empapa. Es una buena opción para hacer el delestage. La maceración es más intensa. Otras de las ventajas que nos aportan los troncocónicos, facilitan el bazuqueo de una forma más natural una mejor extracción de los compuestos fenólicos, reducimos la pérdida de calor. Nos facilita la maceración preferentemente en frío, ya que la temperatura es más uniforme por una distribución del intercambiador periférico, reducción en el consumo de energía. También nos aporta una mejor facilidad en la limpieza, aparte de una estética, en nuestra bodega. Diferenciada del resto. Abogando también por la excelencia en el enoturismo y dándoles a conocer a nuestros visitantes ese trato especial que damos a los caldos que forman parte de la excelencia en la bodega.
Siguiendo con los procesos para la microvinificación de esos vinos, tanto en la fermentación como en el almacenamiento de los mismos, también tendremos especial cuidado en ese apartado. Para ello una excelente aportación en las bodegas es la instalación e inertización, de los depósitos que InVIA ha adaptado en diferentes bodegas.
La inertización consiste en la sustitución del aire que está en contacto con el producto, por gases inertes que no reaccionan con el mismo, evitando así el deterioro de su calidad tanto física como microbiológica, durante los procesos de elaboración, envasado o conservación.
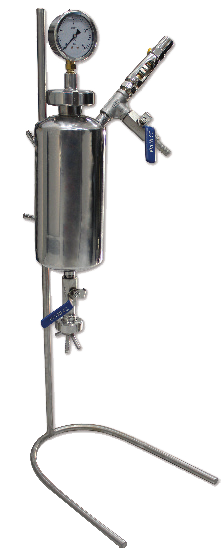
Para la inertización de los depósitos utilizaremos gases nobles: nitrógeno, aligal etc. para mantener constantemente una capa protectora de gas encima del vino evitando de esta manera l oxidación del mismo. El nitrógeno es el más utilizado, económico y de fácil manejo, se presenta en bombonas de alta presión o bien se produce con un generador de nitrógeno.
Los elementos que InVIA facilita durante el proceso de instalación de inertización en los depósitos serían por un lado la estación de servicio de reducción, que su cometido es el de regular la presión de entrada, y el control de la válvula de doble efecto de cada depósito que también instalaremos y de ésta manera nos garantiza que cuando se llena o vacía, el contenido de gas se compensará automáticamente para mantener la superficie del vino protegida. Toda la canalización por la que circulará el gas inerte al igual que las válvulas anteriormente citadas que se instalarán en los depósitos.
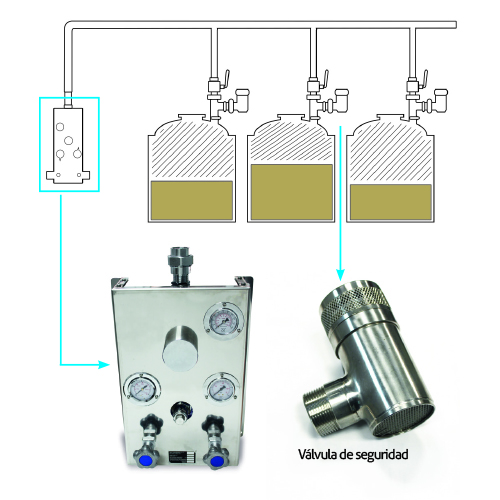
 En el proceso de filtración también tendremos un especial cuidado, utilizando campanas de filtración de cartucho, ya que al tratarse de microvinificaciones, por tanto elaboración de pequeñas cantidades de vino, tendremos un mejor control sobre las pérdidas que se producen con otros sistemas de filtración. En éste campo InVIA también ofrece soluciones adaptadas como las bancadas de micro filtración según requerimientos del cliente. Pueden tener diferentes etapas de filtración. Con más de una campana de filtración en línea, podemos filtrar con diversos micrages. Contienen dos sistemas de limpieza de los cartuchos, uno a favor del sentido de la filtración y otro en contra de la corriente del flujo de filtración, para alargar la vida de los cartuchos. En definitiva InVIA puede aportar a los productores de éste tipo de vinificaciones , toda la maquinaria y soporte técnico que puedan precisar, como siempre ha sido en muchos campos de la enología desde 1912.
En el proceso de filtración también tendremos un especial cuidado, utilizando campanas de filtración de cartucho, ya que al tratarse de microvinificaciones, por tanto elaboración de pequeñas cantidades de vino, tendremos un mejor control sobre las pérdidas que se producen con otros sistemas de filtración. En éste campo InVIA también ofrece soluciones adaptadas como las bancadas de micro filtración según requerimientos del cliente. Pueden tener diferentes etapas de filtración. Con más de una campana de filtración en línea, podemos filtrar con diversos micrages. Contienen dos sistemas de limpieza de los cartuchos, uno a favor del sentido de la filtración y otro en contra de la corriente del flujo de filtración, para alargar la vida de los cartuchos. En definitiva InVIA puede aportar a los productores de éste tipo de vinificaciones , toda la maquinaria y soporte técnico que puedan precisar, como siempre ha sido en muchos campos de la enología desde 1912.